Thermal insulation Automotive batteries
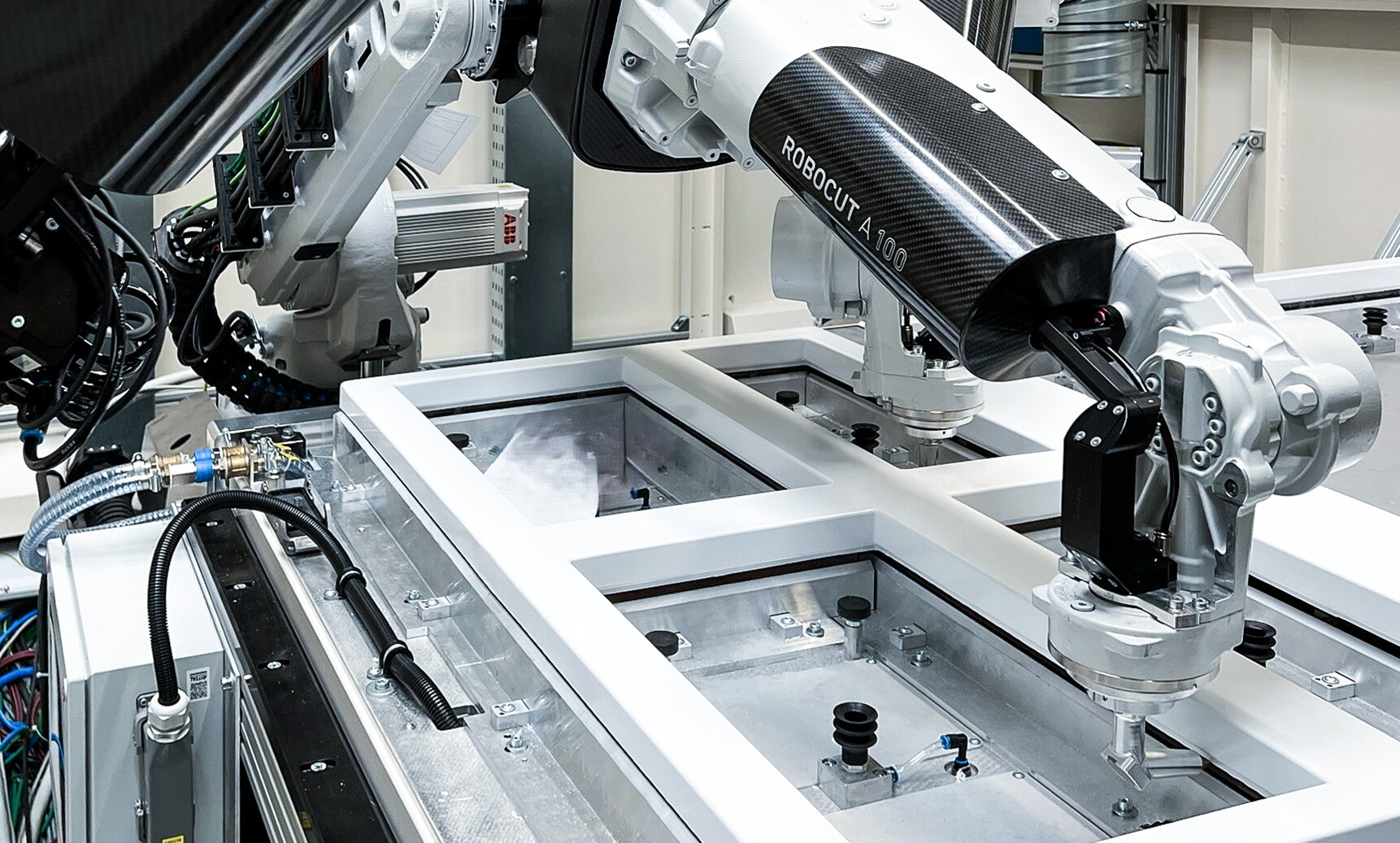
This interlinked system combines the application of a 1-component sealing bead with the subsequent bonding of thermal insulation to improve the fire protection properties of the battery cover.



In the first step, a sealing bead made of 1-component foam is applied to the battery cover. The system is able to process different part sizes and types (steel, aluminum, cathodic dip-coated).
The foam area and the area for applying the thermal insulation are completely decoupled by a transfer storage unit. The covers with foam beads are stored in this storage unit until they are needed by the subsequent system.


Special workpiece carriers made of cast aluminum were developed to join the battery covers and thermal insulation. These are transported through the system via conveyor belts.
A robot removes the sheets from the transfer storage and places them in the workpiece carrier. The thermal insulation is fed via supply boxes and, after a camera inspection, it is also placed in the workpiece carrier.




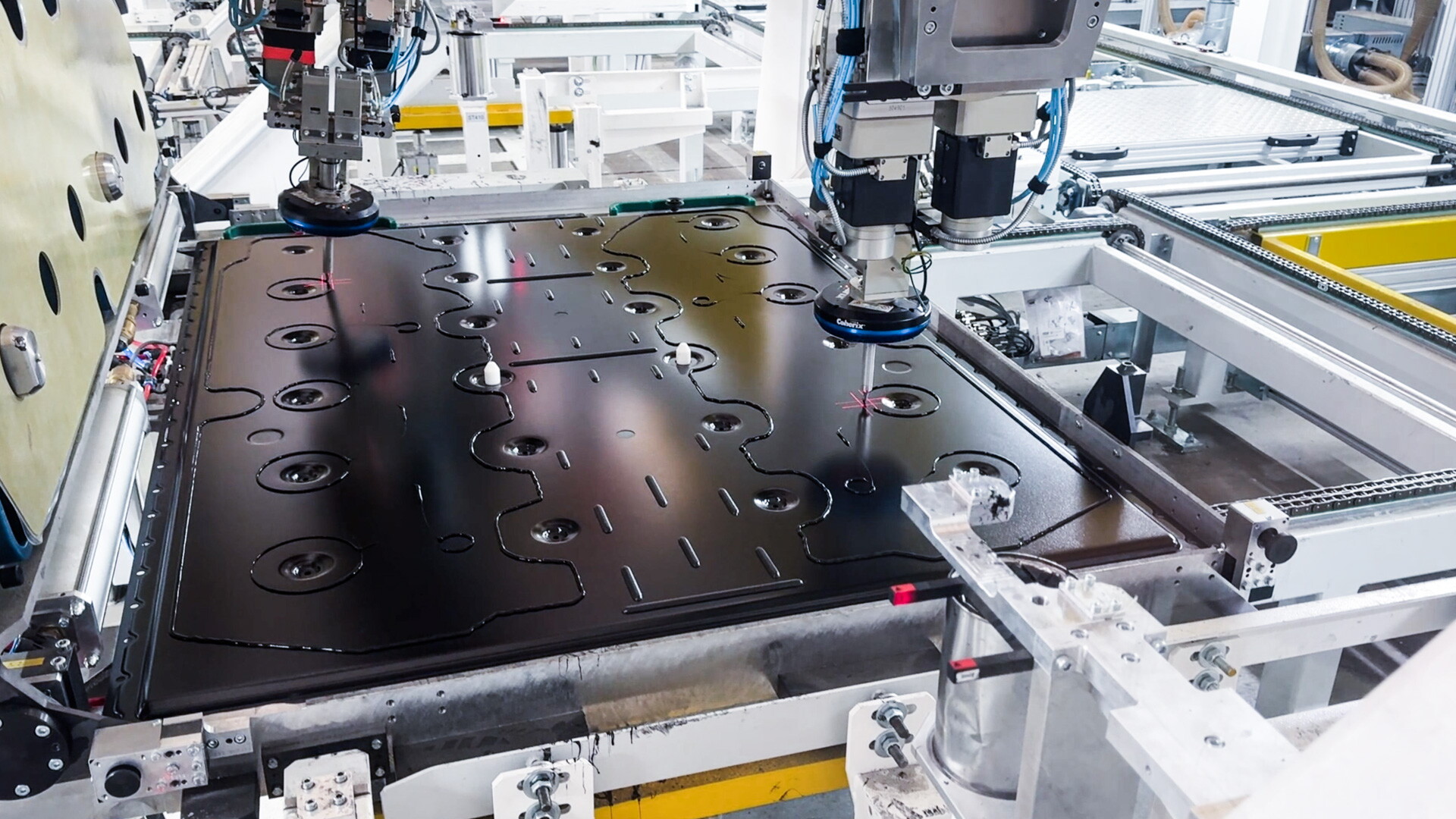
Two robots apply the 2K bonding agent in three parallel bonding lines. To ensure optimal accessibility and space-saving integration, the robots are positioned on a second level. The entire bonding process is continuously monitored by a combination of process data from the bonding control system and an integrated 3D camera.

After the bonding process, the workpiece carriers are closed so that the parts are joined. In order to ensure the required curing time for the bonding agent, we have developed a particularly space-saving storage system in which 32 workpiece carriers are stored until fully cured.


After the bonding agent has cured, the workpiece carrier is opened automatically. For complete documentation, an end-of-line camera inspection records the finished part. A robot then takes over the precise placement of the part in the customer's packaging.
If any anomalies occur during the bonding process or during one of the camera inspections, the affected part can be manually inspected in a QA station and, if necessary, released. This ensures that only proper parts continue through the production process.

Discover other exciting system solutions, which we have successfully implemented for our customers in recent years.